Founded in Pesaro in Northern Italy; Biesse Group produces machinery for a range of industries processing wood; wood-composites; stone; glass and other advanced materials. Supplier’s Phil Ashley visited the Italian manufacturer and reports.
The Biesse Group’s Italian production sites are located in and around the Pesaro and surrounding area and the method of producing a machine for the wood working trade or the glass and stone industries are very similar if not identical. Most companies making machinery operate along the lines of an automotive manufacturer where some parts are made in-house and some parts are bought from specialist manufacturers. These could include bearings, plastic tubing, and electrical components and in most cases, cast or fabricated frame elements. This ensures that only parts made by people who are highly proficient find their way onto your machine. It also means that replacement parts can often be sourced locally.
Biesse Group woodworking machines are assembled on a production line; either on a movable platform or on an actual chain-driven conveyor. There are actually several production lines at Biesse and secondary production lines to build sub-assemblies that will eventually meet in the main production line. On a beam-saw the sub-assembly could be the moving saw carriage and on a CNC Rover machine it may be the work-head and this would include the router spindle, tool change and drilling head, all pre-mounted on the casting that attaches to the overhead beam. Pre-assembly and testing ensures that the assembly goes on to the machine without any defects. A defective part could hold up the entire production line if not found early.
Most manufacturers are able to closely control their production, much like the automotive industry. Biesse use what is known as Takt time which comes from the German word Taktzeit. It’s the average time between the start of producing one machine and the start of the next. If the demand is 100 machines in a 40-hour week, the average time between the start of one machine and the next will be 24 minutes (40/100=0.4hr). Using Takt time is most common in production lines that move a product along a line of stations that each perform a predefined task. Workers perform sets of similar tasks, so they don’t have to adapt to new processes every day and this increases their productivity, maintains quality and reduces the machine cost.
The Production Line
At Biesse, the cast or fabricated frames are delivered to the production site and are machined to produce perfectly aligned and flat surfaces on which the other parts are mounted, such as gantries that have been machined ready for assembly. The frames have to manage and distribute the forces created by the fast-moving and heavy parts such as the saw carriage on a beam-saw or the moving work-head on the CNC machine. Every machine will produce some vibration, although in modern machines that is quite small. The frame also acts to dissipate any small amount of vibration that may occur. Despite what you may have read, vibration is a known engineering fact, even though it is almost negligible. The only time a machine has no vibration is when it’s standing still.
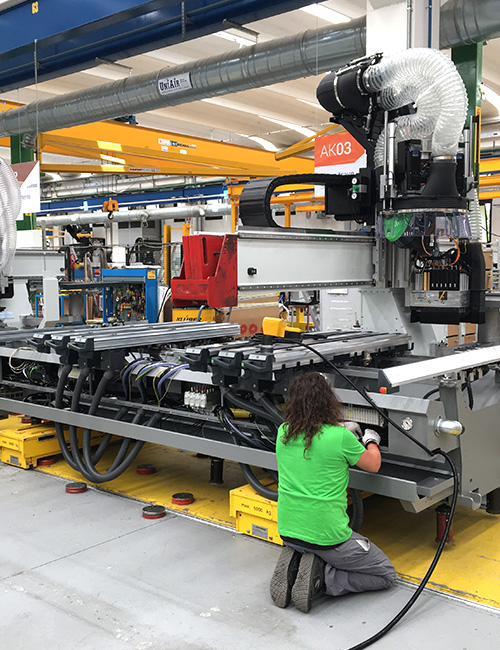
The base frames have any electrical cabinets and wiring needed to power the machine. While the frames are being wired, the other machine elements are being produced. The main unit of a CNC machine is the moving work-head mounted on the overhead gantry or beam. Both parts must be ready at the same time. Onto the frames are added a huge array of elements to make up the sub-assembly such as cable trays mounted under the frame and over the frame for the three moving axes X, Y and Z. Slide-ways for the movement of these parts is attached, followed by the motors and processing heads. As the line moves forward all at once, each assembly station is designed to take exactly the same amount of time. Workers would normally work at one station but some may move back and forth between two stations, depending on their expertise and the amount of work needed on each task.
Next are the rails for a pod and rail machine ready for installation onto the base. Pod and rail machines are still the most-built Biesse CNC machine but nesting machines are becoming more popular all over the World. The completed overhead assembly can now be mounted on the completed base. A large weight is temporarily mounted on the end of the cantilever beam of a Rover CNC machine at this stage. This weight is there to simulate the real distribution of force in the real environment while it’s being tested. Because many different CNC machines are produced on the same production line, there are round steel disks fitted to the floor. These are there to support each of the entire range of CNC machines where every ‘footprint’ is usually different.
After the router has been built is undergoes a testing program to prove the accuracy of the machine. Each machine has a unique test regimen to fully trial each of the working units through its entire table area. Some customers travel to Biesse in Pesaro for an acceptance test prior to purchase; one such customer is Max Glanville from the Sydney String Centre. Their product is violins and Max wanted to be sure that the Biesse product met his expectations. These tests are done in Pesaro where the technicians are able to reassure their customers that the Biesse machine will do exactly what the customer expects. Biesse’s challenge is to build every machine to the same high standard while practising lean production methods to exacting detail. There are no parts waiting for someone who needs one; every part is ordered for a particular machine so the quality of each part needs to be guaranteed by Biesse Groups suppliers. The final comment goes to Biesse founder Giancarlo Selci who said “Innovation lies in the details, and in careful attention to detail.”
{kind=link}